
با مزایای کم هزینه، راندمان بالا و کاربرد گسترده، فناوری پردازش لیزری پیشرفته ترین فناوری ساخت در عصر معاصر است که نشان دهنده روند توسعه صنعت تولید آینده است.
استفاده از فناوری پردازش لیزری ده ها هزار وات زمینه های کاربرد را بیشتر گسترش داده و ارتقا می دهد.با بلوغ تدریجی این فناوری، لیزر ده ها هزار وات به طور گسترده توسط بازار شناخته شده است.علاوه بر این، ارتقاء صنعتی ملی نیاز فوری به فناوری پیشرفته دارد تا جایگزین فرآیند سنتی شود.لیزر ده ها هزار وات یک روند رو به رشد است و آینده فرا رسیده است!

با توجه به تحلیل مصرف صنعت فولاد چین، در حال حاضر، صنایع کاربردی اصلی فولاد ساختمان، ماشینآلات، خودرو و انرژی و پس از آن کشتیسازی و لوازم الکتریکی خانگی هستند که بیشتر این صنایع از صفحات متوسط و سنگین استفاده میکنند.برش پلاسما، برش شعله، برش آب، برش سیم و غیره در پردازش سنتی صفحات متوسط و ضخیم استفاده می شود.با این حال، برخی از مشکلات وجود دارد، مانند پلاسما نمی تواند سوراخ های کوچک را برش دهد، دقت ابعادی ضعیف، ضربه حرارتی زیاد، نمی تواند قطعات کوچک را برش دهد، شکاف های گسترده و مواد زائد.برش شعله فقط می تواند فولاد کربنی را برش دهد، نه فلزات غیر آهنی، و سرعت برش آهسته است.قطع آب کیفیت آب را آلوده می کند.سرعت برش سیم آهسته است و مواد مصرفی بزرگ هستند.از دست دادن پانچ قالب زیاد است و هزینه ابزارآلات بالاست.
روشهای پردازش سنتی
مورد 1: چرخ دنده
صنعت کاربرد: ماشین آلات ساختمانی، حمل و نقل ریلی، تجهیزات اتوماسیون و غیره

تجهیزات لیزر ده ها هزار وات دارای مزایای منحصر به فردی در برش صفحه ضخیم هستند و توانایی آن در پردازش قطعات با دقت بالا نیز بسیار قوی است.برای همان قطعه کار چرخ دنده (همانطور که در شکل زیر به عنوان مثال نشان داده شده است)، دمای بالا که در حین برش پلاسما ایجاد می شود، زاویه تیز چرخ دنده را غیرفعال می کند و سطح انتهایی برش ناهموار است و با دقت کم صاف نیست، بنابراین، یک فرز انجام می شود. ماشین باید ماشینکاری چرخ دنده زاویه گرد را برای بار دوم به یک چرخ دنده زاویه تیز تمام کند.زاویه تیز را می توان در یک زمان با استفاده از برش لیزری ده ها هزار وات برش داد و بخش صاف است که می تواند نیازهای هوافضا، تجهیزات برقی، تجهیزات نفتی و خودروسازی و سایر صنایع با دقت بالا را برآورده کند.
نمونه: چرخ دنده قطر 500 میلی متر، ضخامت 12 میلی متر، فولاد کربنی، زاویه تیز R1 میلی متر، 42 زاویه تیز؛
| روش پردازش | پردازش سنتی | لیزر 12 کیلووات | لیزر 20 کیلو وات |
| تجهیزات مورد نیاز | تجهیزات برش پلاسما 300A، دستگاه برش، دستگاه فرز | تجهیزات لیزر ده ها هزار وات | تجهیزات لیزر ده ها هزار وات |
| تعداد پرسنل مورد نیاز | 2 نفر | 1 نفر | 1 نفر |
| موقعیت ماشینکاری مورد نیاز | 3 نوع | 1 | 1 |
| آیا پردازش ثانویه مورد نیاز است | سنگ زنی دوم، تکمیل | شکل دهی مستقیم | شکل دهی مستقیم |
| سرعت برش | 3.9 متر در دقیقه 3.9 متر در دقیقه | 5.5 متر در دقیقه 5.5 متر در دقیقه | 8.5 متر در دقیقه 8.5 متر در دقیقه |
| زمان پردازش | 227 دقیقه 5 ثانیه (برش پلاسما: 2 دقیقه 6 ثانیه + سنگ زنی: 38S + گوشه فرز: 2 دقیقه 21 ثانیه + انتقال و جداسازی ایستگاه: 22 دقیقه) | 1 دقیقه 30 ثانیه 1 دقیقه 30 ثانیه | دهه 58 دهه 58 |
| هزینه پردازش | 8.47 یوان (ماشین پلاسما + دستگاه فرز + 2 ساعت کار، قیمت واحد: 1.03 یوان / متر، طول کانتور: 8.22 متر) | 1.62 یوان (قیمت واحد: 0.197 یوان / متر، طول کانتور: 8.22 متر) | 1.37 یوان (قیمت واحد: 0.167 یوان / متر، طول کانتور: 8.22 متر) |
مورد 2: دیوار پرده آلومینیومی، دکوراسیون پنجره آلومینیومی
صنعت کاربرد: صنعت ساخت و ساز و دیوار پرده

برای گرافیک پیچیده، روش پردازش سنتی را نمی توان در یک زمان تکمیل کرد، که نیاز به ترکیب تجهیزات و فن آوری های متعدد دارد و نتیجه اغلب رضایت بخش نیست.با این حال، فناوری لیزر انعطاف پذیر می تواند هر گرافیکی را با یک تجهیزات پردازش کند و سرعت و تأثیر آن فراتر از روش های پردازش سنتی است.با در نظر گرفتن شکل دیوار پرده فلزی صفحه ضخیم (قطعه کار در شکل زیر به عنوان مثال)، روش سنتی پردازش دیوار پرده آلومینیومی و دکوراسیون پنجره با ضخامت صفحه 10-25 میلی متر نیاز به ترکیب دستگاه حکاکی و سیم برش دارد. .دستگاه حکاکی نمی تواند گوشه های تیز ایجاد کند و هزینه برش سیم بالا است، راندمان بسیار کم و اندازه محدود است.اگر از پردازش لیزری ده ها هزار وات استفاده شود، می توان یک تجهیزات را در یک زمان با سرعت بالا، هزینه کم، پرداخت سطح خوب تکمیل کرد و همچنین می تواند الگوهای پیچیده در مقیاس بزرگ مختلف را پردازش کند.
نمونه: دکوراسیون پنجره با آلیاژ آلومینیوم، ضخامت 12 میلی متر، طراحی نامنظم
| حالت پردازش | پردازش سنتی | لیزر 12 کیلووات | لیزر 20 کیلو وات |
| تجهیزات مورد نیاز | دستگاه حکاکی + دستگاه سیم برش | تجهیزات لیزر ده ها هزار وات | تجهیزات لیزر ده ها هزار وات |
| تعداد پرسنل مورد نیاز | 2 نفر | 1 نفر | 1 نفر |
| موقعیت ماشینکاری مورد نیاز | 2 نوع | 1 | 1 |
| آیا پردازش ثانویه مورد نیاز است | نیاز به درمان ثانویه (لوله زدایی، آلودگی روغن) | فرم دهی مستقیم بدون آسیاب | فرم دهی مستقیم بدون آسیاب |
| سرعت برش | دستگاه حکاکی: عمق 0.3 میلی متر، سرعت تغذیه 1 متر در دقیقه، سیم برش 2000 میلی متر مربع در ساعت | 2.5 متر در دقیقه | 4.5 متر در دقیقه |
| زمان پردازش (آلیاژ آلومینیوم 12 میلی متر، زمان پردازش در هر متر) | دستگاه حکاکی: 40 دقیقه دستگاه سیم برش: 2 ساعت | 24 ثانیه | 13 |
| هزینه پردازش (یوآن / متر) | دستگاه حکاکی: 40 یوان (قیمت واحد: 60 یوان در ساعت) دستگاه سیم برش: 20 یوان (قیمت واحد: 10 یوان / ساعت) | 0.52 یوان | 0.34 یوان |
مورد 3: دیسک از طریق سوراخ
صنعت کاربرد: نفت، گاز طبیعی، متالورژی.
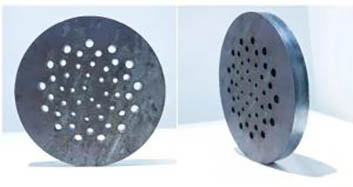
فناوری پردازش سنتی نیاز به استفاده از قالب و کاتر برای کمک به پردازش دارد، که پردازش برخی از گرافیک ها را محدود می کند.اگر داده های گرافیکی تغییر کند، قالب نیاز به بازسازی دارد.هزینه قالب بالا است، زمان اصلاح طولانی است و نمی توان آن را در یک زمان تشکیل داد.با این حال، پردازش لیزری انعطاف پذیری بالایی دارد، می تواند گرافیک دلخواه را پردازش کند و می تواند طراحی محصول را مطابق با نیاز مشتری در هر زمان تغییر دهد و کیفیت پردازش بالا است.در مورد برش سوراخ های کوچک (مثلاً همانطور که در شکل زیر نشان داده شده است)، حداقل قطر دهانه برش پلاسما فقط می تواند تقریباً برابر با ضخامت صفحه باشد، یعنی ورق فولادی با ضخامت 25 میلی متر را فقط می توان با قطر سوراخ بزرگتر یا مساوی 25 میلی متر؛در حالی که حداقل قطر سوراخ پردازش شده توسط ده ها هزار برش لیزری می تواند به 20٪ ضخامت صفحه پردازش شده برسد، یعنی صفحه فولادی با ضخامت 25 میلی متر را می توان با قطر سوراخ 5 میلی متر پردازش کرد که می توان آن را در ضخامت برش داد. صفحه فلزی با دیافراگم متفاوت در یک زمان.
نمونه: دیسک با قطر 500 میلی متر، ضخامت 25 میلی متر، مواد فولاد کربنی، پردازش 4، 6، 8، 10 میلی متر مستقیم از طریق سوراخ، 50 قطعه؛
| روش پردازش | پردازش سنتی | لیزر 12 کیلووات | لیزر 20 کیلو وات |
| تجهیزات مورد نیاز | تجهیزات برش پلاسما 300A، دستگاه برش، دستگاه فرز، دستگاه حفاری | تجهیزات لیزر ده ها هزار وات | تجهیزات لیزر ده ها هزار وات |
| تعداد پرسنل مورد نیاز | 3 نفر | 1 نفر | 1 نفر |
| موقعیت ماشینکاری مورد نیاز | 4 نوع (تعویض 4 نوع مته حفاری) | 1 | 1 |
| آیا پردازش ثانویه مورد نیاز است | سنگ زنی دوم، تکمیل | شکل دهی مستقیم | شکل دهی مستقیم |
| سرعت برش | 1.9 متر در دقیقه | 1.1 متر در دقیقه | 1.5 متر در دقیقه |
| زمان پردازش | 56 دقیقه 6 ثانیه (برش پلاسما: 4 دقیقه 14 ثانیه + سنگ زنی: 38S + فرز عمودی: 1 دقیقه 34 ثانیه + حفاری: 16 دقیقه و 40 ثانیه + انتقال و جداسازی ایستگاه: 33 دقیقه) | 7 دقیقه 19 ثانیه | 5 دقیقه 22 ثانیه |
| هزینه پردازش | 52.23 یوان (قیمت واحد برش پلاسما: 1.42 یوان / متر، طول کانتور بیرونی: 1.57 متر، قیمت واحد سوراخ: 1 یوان / قطعه، 50 قطعه) | 9.18 یوان (قیمت واحد: 1.14 یوان / متر، طول کانتور: 8.05 متر) | 8.53 یوان (قیمت واحد: 1.06 یوان / متر، طول کانتور: 8.05 متر) |
ترکیب کمیت، سرعت بالا، کیفیت خوب و هزینه کم بهره وری است.برای صنعت تولید، بهره وری پیشرفته به معنای راندمان بالا و هزینه کم بر اساس کیفیت بالا است.
زمان ارسال: مارس-05-2021