
در سال های اخیر، با ارتقای مداوم تکنولوژی، جوشکاری لیزری پلاستیک ها به تدریج روند رو به رشدی را در آینده نشان خواهد داد.در چند سال گذشته، برخی از فناوری های لیزر شکسته نشده اند و قیمت لیزر نسبتاً بالا است.در مقایسه با جوشکاری سنتی، سرمایه گذاری یکباره بزرگ است که ممکن است فوایدی را به سرعت به همراه نداشته باشد.اما اکنون مزیت اقتصادی لیزر برجسته شده است.جوشکاری لیزری پلاستیک می تواند مشکل طراحان را برای طراحی محصولات کاهش دهد.
در حال حاضر بسیاری از محصولات (از جمله صنایع نیمه هادی خودرو، صنایع دارویی و غذایی و غیره) دارای الزامات بسیار بالایی برای دقت پردازش و زیبایی ظاهری هستند که باعث می شود جوشکاری لیزری به فرآیندی ضروری برای تولید این محصولات تبدیل شود و باعث توسعه بیشتر این محصولات شود. تکنولوژی جوش لیزری
هرچه سازگاری، دمای همجوشی و تطابق جوش لیزری پلاستیک نزدیکتر باشد، تأثیر آن بهتر خواهد بود.نحوه کاربرد جوش لیزری پلاستیک با جوشکاری فلزات متفاوت است، از جمله جوشکاری محیطی متوالی، جوشکاری شبه سنکرون، جوش سنکرون و جوشکاری ماسک تابشی.Olay Optoelectronics به طور خلاصه به معرفی این حالت های جوشکاری می پردازد.
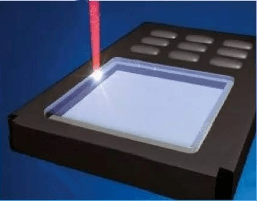
1. جوشکاری پروفیل
لیزر در امتداد خط کانتور لایه جوش پلاستیک حرکت می کند و آن را ذوب می کند تا به تدریج لایه های پلاستیکی را به هم بچسباند.یا ساندویچ را در امتداد پرتو لیزر ثابت حرکت دهید تا به هدف جوشکاری دست یابید.
در کاربردهای عملی، جوش کانتور دارای الزامات بالایی برای کیفیت قطعات قالبگیری تزریقی است، بهویژه برای استفاده از خطوط پیچیده جوشکاری مانند جداکنندههای نفت و گاز.در فرآیند جوشکاری لیزری پلاستیک، با جوش کانتور می توان به نفوذ مشخصی از خط جوش دست یافت، اما این نفوذ کوچک و غیرقابل کنترل است، که مستلزم آن است که تغییر شکل قطعات قالب گیری تزریقی خیلی زیاد نباشد.

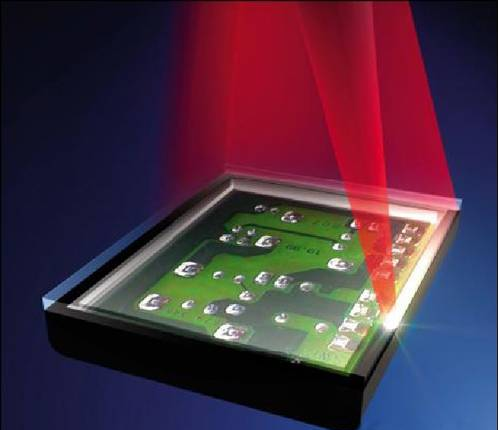
2. جوشکاری سنکرون
پرتو لیزر از لیزرهای دیود چندگانه توسط عناصر نوری شکل می گیرد.پرتو لیزر در امتداد خط کانتور لایه جوش هدایت می شود و در درز جوش گرما ایجاد می کند، به طوری که کل خط کانتور همزمان ذوب شده و به هم متصل می شود.
جوش سنکرون عمدتا در لامپ های خودرو و صنعت پزشکی استفاده می شود.جوشکاری سنکرون یک پرتو چند پرتو است، شکلدهی نوری نقطه نور مسیر جوشکاری را نشان میدهد که با کاهش تنش داخلی مشخص میشود.از آنجا که الزامات نسبتاً بالا و قیمت کلی نسبتاً بالا است، به طور گسترده در درمان پزشکی استفاده می شود.
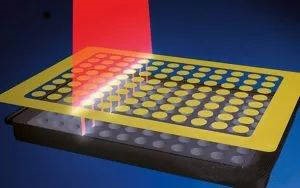
3. جوشکاری اسکن
به جوشکاری اسکن، جوشکاری شبه سنکرون نیز گفته می شود.تکنولوژی جوشکاری اسکن دو تکنولوژی جوشکاری فوق، یعنی جوشکاری محیطی متوالی و جوش سنکرون را ترکیب می کند.از رفلکتور برای تولید یک پرتو لیزر پرسرعت با سرعت 10 متر بر ثانیه استفاده می شود که در امتداد قسمتی که قرار است جوش داده شود حرکت می کند و باعث می شود که کل قسمت جوش به تدریج گرم شده و به هم جوش بخورد.
جوشکاری شبه سنکرون بیشترین کاربرد را دارد.در صنعت قطعات خودرو از گالوانومتر فرکانس بالا XY در داخل استفاده می کند.هسته آن برای کنترل فروپاشی جوش پلاستیک دو ماده است.جوشکاری کانتور تنش داخلی زیادی ایجاد می کند که بر آب بندی اجسام تأثیر می گذارد.شبه همگام سازی یک حالت اسکن با سرعت بالا است و با کنترل فعلی می تواند به طور موثر استرس داخلی را از بین ببرد.

4. جوشکاری نورد
جوشکاری نورد یک فرآیند نوآورانه جوش پلاستیک لیزری است که اشکال مختلفی دارد.دو نوع اصلی جوشکاری نورد وجود دارد:
اولین مورد، جوشکاری گلوبویی است.یک توپ شیشه ای بالشتک هوا در انتهای لنز لیزر وجود دارد که می تواند لیزر را متمرکز کند و قطعات پلاستیکی را محکم کند.در فرآیند جوشکاری، لنز گلوبو توسط سکوی حرکتی هدایت می شود تا با غلتش در امتداد خط جوشکاری، جوشکاری را تکمیل کند.کل فرآیند به سادگی نوشتن با خودکار است.فرآیند جوشکاری گلوبو نیازی به اتصالات پیچیده بالایی ندارد و فقط نیاز به تولید محصول پشتیبانی از قالب پایینی دارد.فرآیند جوشکاری گلوبو دارای یک فرآیند جوشکاری غلتکی متفاوت است.تفاوت این است که گلوله شیشه ای انتهای لنز به یک بشکه شیشه ای استوانه ای تبدیل می شود تا بخش لیزری وسیع تری به دست آید.جوشکاری غلتکی برای جوشکاری گسترده تر مناسب است.
دوم فرآیند جوشکاری TwinWeld است.این فرآیند جوش لیزری پلاستیکی یک غلتک فلزی به انتهای لنز اضافه می کند.در طول فرآیند جوشکاری، غلتک لبه خط جوش را برای جوشکاری فشار می دهد.مزیت این فرآیند جوش لیزری پلاستیکی این است که چرخ پرس فلزی فرسوده نخواهد شد، که برای تولید در مقیاس بزرگ مفید است.با این حال، فشار غلتک فشار روی لبه خط جوش عمل می کند که به راحتی گشتاور ایجاد می کند و عیوب جوشکاری مختلف را تشکیل می دهد.در عین حال، از آنجایی که ساختار لنز نسبتاً پیچیده است، برای برنامه ریزی جوشکاری دشوار است.
4. جوشکاری نورد
جوشکاری نورد یک فرآیند نوآورانه جوش پلاستیک لیزری است که اشکال مختلفی دارد.دو نوع اصلی جوشکاری نورد وجود دارد:
اولین مورد، جوشکاری گلوبویی است.یک توپ شیشه ای بالشتک هوا در انتهای لنز لیزر وجود دارد که می تواند لیزر را متمرکز کند و قطعات پلاستیکی را محکم کند.در فرآیند جوشکاری، لنز گلوبو توسط سکوی حرکتی هدایت می شود تا با غلتش در امتداد خط جوشکاری، جوشکاری را تکمیل کند.کل فرآیند به سادگی نوشتن با خودکار است.فرآیند جوشکاری گلوبو نیازی به اتصالات پیچیده بالایی ندارد و فقط نیاز به تولید محصول پشتیبانی از قالب پایینی دارد.فرآیند جوشکاری گلوبو دارای یک فرآیند جوشکاری غلتکی متفاوت است.تفاوت این است که گلوله شیشه ای انتهای لنز به یک بشکه شیشه ای استوانه ای تبدیل می شود تا بخش لیزری وسیع تری به دست آید.جوشکاری غلتکی برای جوشکاری گسترده تر مناسب است.
دوم فرآیند جوشکاری TwinWeld است.این فرآیند جوش لیزری پلاستیکی یک غلتک فلزی به انتهای لنز اضافه می کند.در طول فرآیند جوشکاری، غلتک لبه خط جوش را برای جوشکاری فشار می دهد.مزیت این فرآیند جوش لیزری پلاستیکی این است که چرخ پرس فلزی فرسوده نخواهد شد، که برای تولید در مقیاس بزرگ مفید است.با این حال، فشار غلتک فشار روی لبه خط جوش عمل می کند که به راحتی گشتاور ایجاد می کند و عیوب جوشکاری مختلف را تشکیل می دهد.در عین حال، از آنجایی که ساختار لنز نسبتاً پیچیده است، برای برنامه ریزی جوشکاری دشوار است.
زمان ارسال: سپتامبر 23-2022